
Click on Slides for Audio
What You Will Learn
- Distinguish resin, metal, and vitrified bonds and their trade-offs
- Interpret bond hardness vs. finish and tool life (H = soft … T = hard)
- Select staged abrasives and bonds to progressively minimize SSD
The Role of the Bond System
 In optical grinding, the bond system, the material that holds abrasive grains in place, determines how the wheel cuts, wears, and self-sharpens. While abrasive grit size often receives the most attention, the bond controls how that grit behaves under load.
In optical grinding, the bond system, the material that holds abrasive grains in place, determines how the wheel cuts, wears, and self-sharpens. While abrasive grit size often receives the most attention, the bond controls how that grit behaves under load.
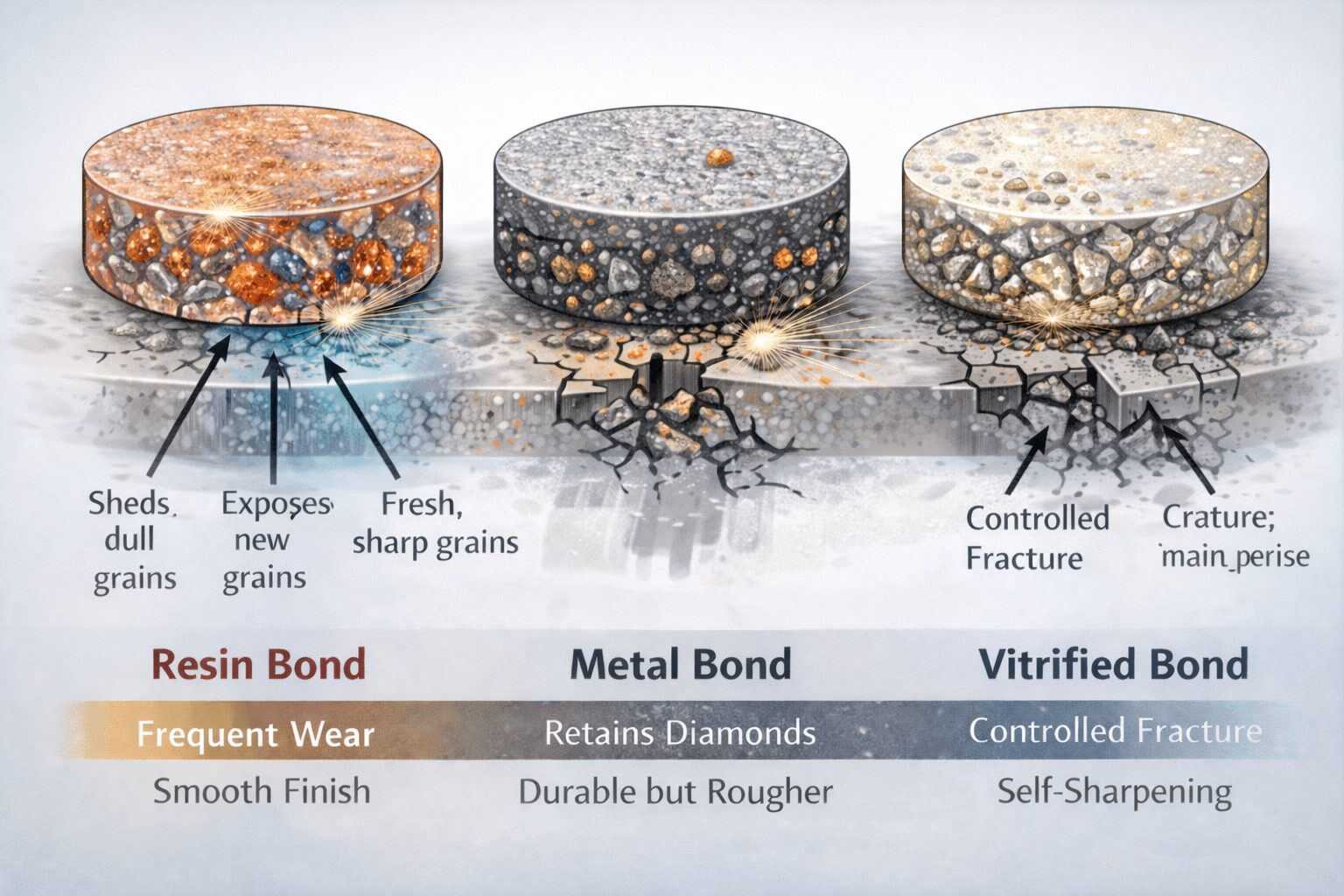
Resin bonds provide a smoother cutting action because they allow abrasive grains to release more easily. As grains dull, the bond sheds them, exposing fresh, sharp particles. This reduces plowing and helps maintain a cleaner cutting interface, typically producing a finer surface finish and shallower subsurface damage. The trade-off is durability. Resin-bond wheels wear faster and require more frequent dressing or replacement.
Metal bonds are significantly more durable. They retain diamond particles longer and resist wear under heavy loads. Because of this rigidity, metal bonds are well suited for bulk material removal and applications requiring stable geometry. They often run cooler and maintain form well during extended grinding cycles. However, their stiffness can increase grinding forces and may leave a slightly rougher surface texture if not carefully controlled.
Vitrified bonds offer a balance of hardness and controlled friability. They are rigid but designed to fracture in a predictable manner. As the bond micro-fractures, it exposes new cutting edges while maintaining structural stability. This self-sharpening behavior makes vitrified bonds highly effective for precision grinding applications where surface quality and dimensional control are critical.
Bond Hardness and Its Impact on SSD
Bond hardness directly influences both surface finish and subsurface damage. Softer bonds, typically graded near H, release dull grains more readily. This promotes sharper cutting, reduces rubbing and plowing, and generally results in shallower SSD. However, because abrasive grains are shed quickly, tool life is shorter. Harder bonds, graded toward T, retain abrasive grains longer. This increases tool life and reduces wear rate, but it also increases the likelihood that dull abrasives will remain engaged in the cut. Dull grains tend to rub and plow rather than shear cleanly, which can increase mechanical stress and deepen subsurface cracks. The relationship is a trade-off:
- Softer bonds yield cleaner cuts but wear faster.
- Harder bonds last longer but risk deeper SSD if not managed properly.
Selecting the appropriate bond hardness requires balancing removal efficiency, surface integrity, and cost.
Staged Abrasives and Bond Transitions
Best practice in precision optics is to combine grit step-downs with bond transitions. Grinding should not rely on a single wheel configuration from start to finish. Instead, the process is staged. Initial material removal may use:
- Coarser abrasives
- Tougher or harder bonds
- Higher removal rates
As geometry approaches specification, the process transitions to:
- Finer abrasives
- Softer or more friable bonds
- Reduced feed and depth of cut
This progression ensures that each stage removes the subsurface damage introduced by the previous one. By pairing finer grit with bonds that promote cleaner cutting, engineers progressively strip away deeper crack layers and leave behind a shallower damage zone. The result is reduced polishing time, improved strength, and better overall optical performance.
Engineering SSD Out of the Part
Think of the bond as the engineer’s lever. It controls how aggressively the abrasive interacts with the material and how long that interaction persists.
- A soft resin bond gives a smooth, controlled cut but sacrifices tool life.
- A metal bond is durable and stable under load but may leave a rougher footprint if parameters are not optimized.
- A vitrified bond combines hardness with controlled fracture, keeping grains sharp for high-precision work.
Bond hardness scales from H to T. Softer grades produce cleaner cutting but shorter service life. Harder grades extend tool life but increase the risk of deeper cracks if dull grains remain engaged too long. The final surface condition is not determined by grit alone. It is the combined result of bond type, grit size, bond hardness, machine parameters, and coolant strategy. This integrated recipe is how engineers systematically reduce subsurface damage and produce optics that are both precise and structurally reliable.