
Lesson 2: Lapping vs. Deterministic Micro‑Grinding (DMG)
Click on slides to play audio
What You Will Learn
- Compare the mechanics of lapping (3-body) vs. DMG (2-body)
- Relate process mechanics to SSD depth and surface finish
- Explain why DMG is preferred for precision optics
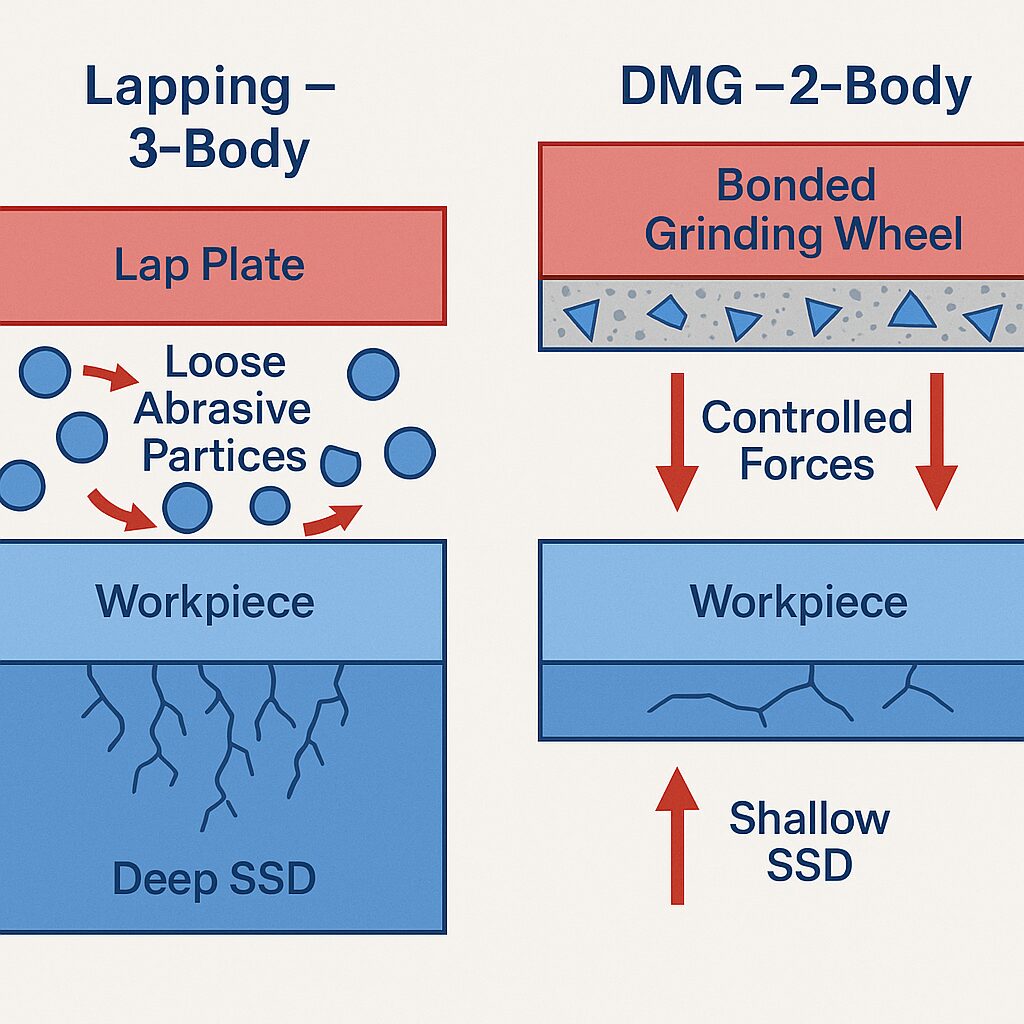
Understanding the Mechanics: 3-Body vs. 2-Body Abrasion
 In this lesson, you will develop a clear understanding of how two foundational abrasive processes, lapping and Deterministic Micro-Grinding (DMG), influence both the visible surface of an optic and the invisible subsurface damage (SSD) beneath it.
In this lesson, you will develop a clear understanding of how two foundational abrasive processes, lapping and Deterministic Micro-Grinding (DMG), influence both the visible surface of an optic and the invisible subsurface damage (SSD) beneath it.
Lapping is a three-body abrasion process. Loose abrasive particles, typically suspended in a slurry, are compressed between the lap (tool) and the workpiece. These particles are not fixed in place. Instead, they roll, slide, and tumble unpredictably between the two surfaces. Because the abrasive grains move freely, their cutting paths are uncontrolled. Individual particles can:
- Plow into the surface
- Scratch randomly
- Fracture the material in brittle mode
This random interaction leads to crack formation beneath the surface. Damage depth typically scales with abrasive size, and subsurface cracks can extend two to three times the abrasive particle diameter into the material. As a result, lapping often leaves a relatively deep SSD layer that must be removed during later finishing steps.
DMG, by contrast, is a two-body abrasion process. Diamond particles are bonded into a resin, metal, or vitrified matrix. Because the abrasive grains are fixed in position, the cutting geometry and forces are controlled. The abrasive does not roll or tumble, it follows a predictable path determined by machine kinematics, feeds, and speeds.
This fixed-abrasive system allows for:
- Controlled cutting depth
- Repeatable material removal
- Reduced crack initiation
The distinction between three-body and two-body abrasion directly determines how much hidden damage is introduced into the optic.
How Process Mechanics Influence SSD Depth
The mechanical differences between lapping and DMG directly affect subsurface damage. In lapping, the random motion of loose abrasives promotes brittle fracture. When abrasive particles dig into the glass and suddenly dislodge, they can leave behind microcracks that propagate below the surface. Because the particles are free to rotate, contact angles and forces vary constantly, increasing the likelihood of crack networks forming beneath the visible finish. In DMG, bonded abrasives combined with proper feeds and speeds allow the process to better maintain ductile-regime material removal for many optical glasses. In ductile mode, material is sheared away rather than fractured. This reduces crack formation and limits SSD depth.
As a result:
- Lapping generally produces deeper SSD.
- DMG typically yields shallower, more uniform SSD.
- DMG surfaces require less corrective removal during polishing.
By reducing the initial damage layer, DMG minimizes how much material must be removed in subsequent finishing steps, improving efficiency and preserving dimensional accuracy.
Surface Finish and Predictability
Another key difference lies in process predictability. Lapping is versatile, relatively inexpensive, and well suited for bulk material removal or pre-polish preparation. However, because the abrasive action is stochastic, random, removal rates and surface texture can vary. Achieving consistent micron-level control across complex geometries is more difficult.
DMG is deterministic. Machine motion, abrasive bonding, and cutting parameters define the removal function. This enables:
- Controlled surface figure generation
- Improved repeatability
- Smoother initial finishes prior to polishing
The smoother and more controlled the surface after grinding, the less polishing time is required, and the less opportunity there is to introduce additional error.
Why DMG Is Preferred for Precision Optics
While lapping remains valuable for many applications, it is less suited for optics requiring extreme structural integrity and tight surface tolerances. High-end optical systems, particularly those used in lasers, aerospace, and defense, demand minimal subsurface damage. Even microscopic cracks can act as failure points under high optical power, vibration, or thermal cycling.
DMG’s advantages make it the preferred process for precision optics:
- Bonded abrasives reduce uncontrolled fracture
- Controlled kinematics support ductile-mode cutting
- Shallower SSD reduces polishing burden
- Improved surface integrity increases strength and reliability
In mission-critical optics, the goal is not simply to remove material, it is to remove it predictably, with minimal structural compromise.
The core takeaway from this lesson is that process mechanics determine damage. When precision, strength, and long-term durability matter, deterministic micro-grinding provides the level of control required to meet modern optical performance standards.