
Lesson 1: Introduction to Grinding in Optics
Click on slides to play audio
What You Will Learn
- Differentiate surface damage (SD) vs. subsurface damage (SSD)
- Explain why SSD critically affects strength and optical performance
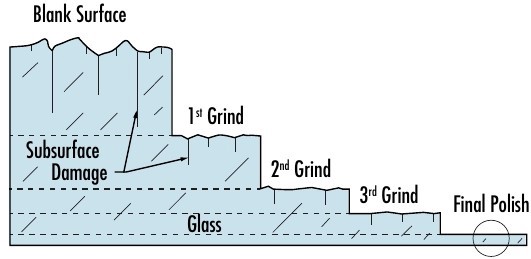
- Describe how sequential grinding and polishing remove prior-step SSD
- Understand that grinding sets geometric form, but subsurface damage determines durability
Surface Damage (SD) vs. Subsurface Damage (SSD)
 In optics manufacturing, what matters is not just the visible surface, but what lies beneath it. Surface damage (SD) includes defects that can be directly observed or measured on the exterior of the optic, such as scratches, pits, chips, and surface roughness. These imperfections affect cosmetic quality and light scatter and are typically quantified using scratch-dig specifications or surface roughness measurements.
In optics manufacturing, what matters is not just the visible surface, but what lies beneath it. Surface damage (SD) includes defects that can be directly observed or measured on the exterior of the optic, such as scratches, pits, chips, and surface roughness. These imperfections affect cosmetic quality and light scatter and are typically quantified using scratch-dig specifications or surface roughness measurements.
Subsurface damage (SSD), however, exists below the visible surface. It consists of microcracks, residual stress fields, plastic deformation, and fracture networks introduced during abrasive processes. These flaws are invisible to the naked eye but extend into the material beneath the surface. An optic may appear mirror-smooth while still containing a damaged structural layer underneath.
Understanding this distinction is foundational: surface smoothness does not guarantee structural integrity.
Why SSD Critically Affects Strength and Optical Performance
Glass and crystalline materials fail through crack propagation. Subsurface cracks act as stress concentrators, creating weak points where fractures can initiate and grow. In environments involving vibration, pressure changes, or thermal cycling—such as aerospace or defense applications—these hidden cracks can expand and ultimately cause catastrophic failure.
SSD also directly impacts optical performance. In high-power laser systems, microcracks can absorb energy and generate localized heating. These hot spots reduce the laser damage threshold and can trigger fracture under intense illumination. Additionally, residual damage can increase scatter, distort wavefront quality, and compromise coating adhesion.
An optic’s reliability is therefore determined not only by how smooth it appears, but by how thoroughly prior damage has been removed.
How Sequential Grinding and Polishing Remove SSD
Optical manufacturing follows a deliberate and disciplined principle: each step must remove the damage introduced by the previous step.
Rough grinding establishes the optic’s geometry—its curvature, diameter, and thickness—but introduces deep subsurface cracks, often extending tens of microns below the surface. This stage defines form but leaves significant structural compromise.
Fine grinding uses progressively smaller abrasives to remove enough material to cut beneath the cracks created during rough grinding. The result is a shallower and cleaner damage layer. Each successive stage reduces crack depth and improves structural integrity.
Polishing is not cosmetic; it is corrective. Techniques such as pitch polishing, chemical-mechanical polishing, and magnetorheological finishing are carefully calibrated to eliminate the remaining damage layer while improving surface smoothness to nanometer or even Angstrom-level scales. The purpose is always controlled material removal deep enough to eliminate the previous damage zone.
Grinding Sets Form – SSD Determines Durability
Grinding defines geometry. It establishes radius of curvature, surface figure, and overall dimensions. However, geometric precision alone does not determine whether an optic will survive real-world conditions. Durability depends on crack depth, residual stress, and microstructural integrity. An optic with perfect form but significant subsurface damage is inherently fragile. Conversely, an optic with carefully controlled SSD can withstand mechanical loads, thermal variation, and high optical power. In mission-critical systems, such as high-power laser assemblies, aerospace optics, and defense applications, minimizing SSD is essential not only for image quality but for long-term reliability and safety.
The guiding principle remains constant: progress in optical manufacturing is measured not simply by how smooth a surface looks, but by how much hidden damage has been removed.